
 Deutsch
Deutsch









Ultraschallkabel-Kabelbaumschweißmaschine Schweißwirkung
Ultraschallkabel-Kabelbaumschweißmaschine Schweißwirkung
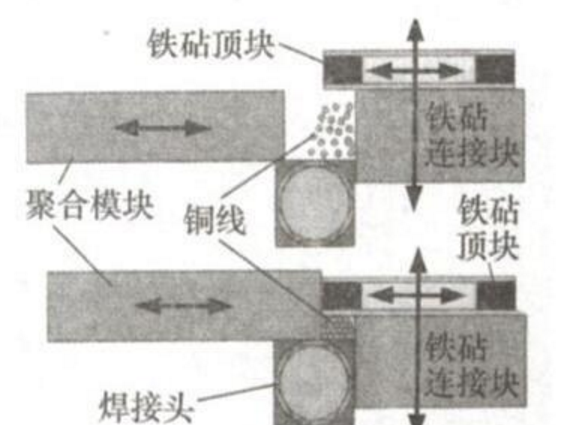
Das Ultraschall-Kabelbaum-Schweißgerät-Werkzeug besteht hauptsächlich aus vier Teile: Schweißkopf, Amboss-Verbindungsblock, Amboss-Oberblock und Polymerisation Modul. Wann Schweißen, die Drähte sind vertikal angeordnet und dicht an der Ambossverbindung angeschlossen. Nach dem Fußschalter bewegt sich das Polymerisationsmodul in Richtung Der Anbsel-Oberblock, und der Ambossverbindungsblock ist mit dem Amboss-Oberteilblock verbunden, um sich nach unten zu bewegen, und die Linie ist eng. In der Schweißzone gedrückt, vibriert der Schweißkopf die Energie an den Kupferdraht, wodurch der Kabelbaum zusammengeschweißt ist.
Wann Schweißen, mit Ausnahme der Vibration des Schweißkopfes sind die anderen Werkzeugköpfe nicht Nachdem das Schweißen abgeschlossen ist, wird das Polymerisationsmodul zurückgezogen, der Anbsel-Oberblock wird zurückgezogen, und der Anbieterverbindungsblock wird angehoben, so dass der Kabelbaum genommen werden kann. Seit Der Schweißkopf ist vibrierend, und die anderen Werkzeugköpfe sind fixiert, um das Schweißen zwischen den Werkzeugköpfen und dem Schweißkopf zu verhindern, wobei die Schweißmaschine beschädigt wird, so dass die obere Oberfläche des Schweißkopfs und der Bodenfläche des Polymerisationsmoduls beschädigt wird und die Seitenfläche des Amboss-oberen Blocks ist ein Spalt von 0,025 mm ist auf der Seite des Ambossanschlussblocks gelassen, so dass der Schweißkopf nicht in Kontakt mit anderen Tools Köpfe Sollte Seien Sie auch keine Trümmer wie gebrochener Kupfer zwischen diese Lücken, sonst wird die Arbeitsfläche des Werkzeugkopfes korrodiert während Schweißen und die Leiterplatte können in schweren Hüllen beschädigt werden.
Seit Die Ultraschallvibration wird vom Schweißkopf erzeugt, die Energie wird vom Schweißkopf zum Ambossoberteil übertragen. Daher ist der Näher der Energie an dem Schweißkopf, desto mehr Energie wird von oben nach unten übertragen, so dass die Linie sei dick. Der Draht ist am untersten Ende nahe an der Schweißkopfoberfläche angeordnet, und die dünneren Drähte sind in der Reihenfolge senkrecht nach oben angeordnet, so dass der dicke Draht eine große Energie erhalten kann, wodurch verhindert werden Überschweißung oder unzureichend Schweißen. Die vertikale Ausrichtung verhindert das Seitenlöten und sorgt für Löten Qualität.
Ultraschallschweißanforderungen für Drahtplatzierung
Wann Das Durchführen von Ultraschallschweißen ist erforderlich, um relevante Parameter wie Drahtquerschnittsbereich, Drahtausrichtung, Druck, Schweißneigung, Amplitude, Breite, Druck, Energie und den zu einstellen. Während der Schweißprozess, die Drähte vertikal überlappt sein, und die großen Schnittlinien sollte in der Nähe des Schweißwerkzeugkopfes unten platziert werden, um das Schweißen ausreichend zu machen; die Leiter SOLLEN Seien Sie in der Nähe der Ambossoberfläche platziert und schließen Sie sie zusammen, um das Schweißen stark genug zu gestalten. Die Länge der Leiterüberlappung ist im Allgemeinen auf 13 ~ 15 mm, die Überlappungslänge ist zu kurz, die Schweißfestigkeit ist nicht einfach zu garantieren, die Überlappungslänge ist zu lang, die Schweißspitze ist leicht, um einen Aufzug zu bilden, und der Betrieb des nächsten Prozesses ist unbequem. Oxidation, gebrochene Drähte, Defekte und Schmelzen der Isolierschicht sind auf der Oberfläche der geschweißten Oberfläche nicht zulässig.
Wichtige Parameter und Vorteile des Ultraschallschweißens
1)Amplitude ist der maximale Abstand in Richtung der Vibration aus dem Ausgangspunkt der Vibration, in Mikron. Sie interagieren wann Schweißen, der die Schweißqualität des Draht direkt beeinflusst. Verschiedene Drähte haben unterschiedliche Einstellungen.
2)Die Oberfläche des Breitenpolymerisationsmoduls und der gegenüberliegenden Oberfläche des Ambossanschlussblocks, der Abstand zwischen während Schweißen, in Millimetern, deren Größe die Breite der Schweißnaht bestimmt.
3)Der Druck ist der Druck, der vom Ambossblock auf dem Kupferdraht der Schweißnahtzone ausgeübt wird. Die Größe des Drucks bezieht sich auf den Gasdruck. Die Wirkrichtung ist senkrecht zur Vibrationsrichtung, in Pfund pro Quadrat Zoll.
4)Die gesamte Energie, die von der Schweißmaschine freigesetzt wird, während der Energieschweißprozess, in Joule. Das ist, wann Die Energie veröffentlicht während Schweißen erreicht den eingestellten Wert, das Schweißen ist abgeschlossen.
Ultraschallschweißen hat seine einzigartigen Vorteile:
1 hohe Schweißfestigkeit, ausgezeichnete elektrische Leitfähigkeit nach dem Schweißen, extrem niedrig oder nahezu null Widerstand;
2 Schweißmaterialien haben nicht schmelzend, nicht fragil Dirigent Eigenschaften;
3 kurze Schweißzeit, stark verbessert Effizienz, schnell, energiesparend;
4 Schweißprozess ist stabil, Online-Detektion Steuerung;
5 braucht kein Gas, Lötmittel, Flussmittel;
6 Schweißen ohne Funken, Rauch, umweltfreundlich und Safe;
7 Verbessern Sie die Schweißqualität, um die Zuverlässigkeit des Produktleiters sicherzustellen.
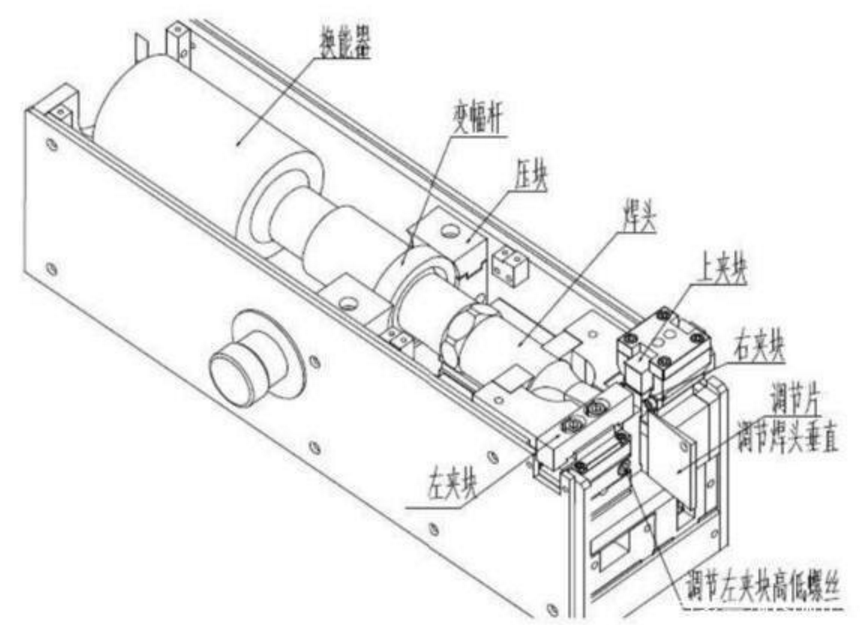
Ultraschallkabel-Kabelbaum-Schweißgerät-Werkzeug

 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Für Anfragen zu unseren Produkten oder Pricelist, bitte gehen Sie uns an und wir werden innerhalb von 24 Uhr morgens in Kontakt treten.





© Urheberrechte ©: 2026 Hangzhou Altrasonic Technology Co.,Ltd Alle Rechte vorbehalten

IPv6 Netzwerk unterstützt
Scannen an Wechat



